
专业的试验设备制造厂家
您身边优质的供应商
周 荣:+86-138 2916 0210(业务)
KYLE:+86-189 3823 1256(业务)
周世见:+86-189 3823 1375(售后)
周 荣:+86-138 2916 0210(业务)
KYLE:+86-189 3823 1256(业务)
周世见:+86-189 3823 1375(售后)

电话:0769-85752595
0769-85759676
0769-85759987
传真:0769-85755756
网址:www.dgbaopin.com
邮箱:bp@dgbaopin.com
国内业务
周荣:+86-13829160210
邮箱:msnzhzhao@sina.com
国外业务
Kyle liao:+86-18938231256
Email:bp@dgbaopin.com

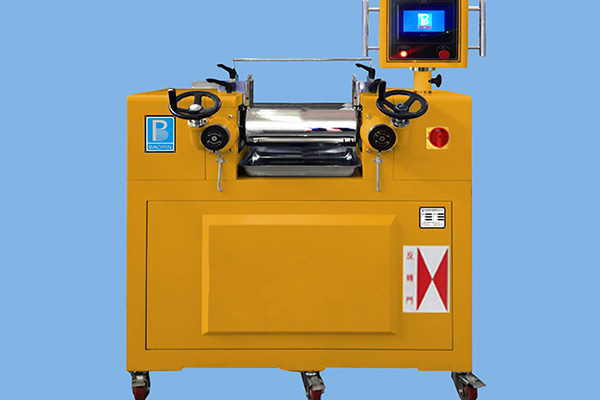
开炼机主要零部件: 南昌东莞挤出机1、辊筒 :a、辊筒是开炼机最主要的工作零部件,它是直接参与完成炼胶作业的部分;b、辊筒基本要求具有足够的机械强度和刚度,辊筒表面具有较高的硬度、耐磨性、耐化学腐蚀性和抗剥落性,具有良好的导热性能,以便于对胶料的加热和冷却。c、开炼机的辊筒材料一般采用冷硬铸铁,实验用小规格开炼机辊筒也有采用中碳合金钢制造 2、辊筒轴承 :辊筒轴承主要选用滑动轴承和滚动轴承两种结构形式,滑动轴承是开炼机辊筒轴承最常用的一种,具有结构简单、制造方便、成本低等特点滚动轴承的特点是使用寿命长,摩擦损失少、节能、安装方便,维护容易等特点,东莞挤出机定制但造价高,配套困难,所以使用较少 。

开炼机混炼过程分为包辊,东莞挤出机定制吃粉和翻炼三个阶段。操作过程好下述:将生胶或塑炼胶,母胶等沿大牙轮一侧投入开炼机两辊缝中,辊距控制在3—4毫米,滚压3—4分钟,使之包于前辊,形成光滑无隙的包辊胶,此时将胶全部取下,将辊距调到10—11毫米,再把胶投入扎炼1分钟左右。根据包辊胶的多少割下部分余胶,使包辊胶的止端保持一定量的堆积胶。开炼机然后按如料顺序加入配合剂,将配合剂辊入胶中这个过程为吃粉过程,加填充剂时应注意让粉剂自然地进入胶中与橡胶充分混合,勿过早采取割刀,同时要逐步调宽辊距,以使堆积胶数量保持在合宜范围内,待粉剂全部听吃完后,投下割下的余胶,由中央割刀分往两端,然后徐徐加入液态软化剂,咨询东莞挤出机继续滚压4-5分钟,待全部混匀后。
1、薄通法:生胶不包辊,东莞挤出机定制通过0.5—1毫米的辊距,然后让其自然地落到开炼机的低秀盘上,再将底盘上的胶拿起扭转90投入辊筒上,反复多次,直到可塑性达到要求为止。薄通法对各种橡胶的塑炼都普遍适用。而且塑炼效果好,胶料质地均匀;2、包辊塑炼将生胶包在前辊上让其自然反复过辊塑炼,直至规定的时间为止。这种方法由于辊距较大胶料不易散热,温度容易升高。塑炼效果较差,塑炼胶质量不大均匀。但劳动强度较小,易于操作;3、爬架子法:将生胶在开炼机上过辊后即引上一个装有运输带的架子上,运行一段距离再返回塑炼。开炼机特点是胶料散热较好,塑炼效果比包辊法好;咨询东莞挤出机4、机组连续塑炼法:将几台开炼机排列组成机组,用运输带连接进行连续塑炼。此法开炼机塑炼效果高,开炼机生产能力大,可连续法地操作,但需用的设备多。

上岗前橡胶开炼机检查项目东莞挤出机定制:(1)检查紧急开关的灵敏性,紧急制动时电动机应立即停转,辊筒继续转动不得超过1/4圆周。(2)检查冷却水,加热蒸汽管路是否通畅。管路不准有泄露情况,水压气压必须符合工艺规定。(3)检查润滑系统是否通畅,有无泄露:启动油泵,观察回油和油箱油位是否正常,由溢油阀控制油压,使其不大于0.3Mpa。咨询东莞挤出机检查减速机和齿轮罩内的润滑情况。(4)检查辊筒间有无杂物;检查防护罩是否齐全牢固,紧固件有无松动;

开炼机混炼的影响要素:咨询东莞挤出机1、装胶容量:装胶容量需根据开炼机的规格及胶料配方特性合理肯定。容量过大,使混炼分散效果降低,混炼温度升高,容易产生焦烧现象而影响胶料质量;容量过小会降低消费效率。式中 V—装胶容量,L;D—辊筒直径,cm;L—辊筒长度;2、辊距:辊距普通取4~8mm为宜。辊距减小,剪切效果增大,但生热大。3、混炼温度:辊温过低,胶料硬度太大,容易损坏设备。东莞挤出机定制辊温进步有利于降低胶料的粘度,加快混炼吃粉速度,但温度太高,容易使胶料产生脱辊现象和焦烧现象,难以操作。

本网站的文字,图片及相关"BAOPIN"标识,其版权,商标权均为东莞市宝品精密仪器有限公司所有,未经权利人许可,任何单位或个人不得转载,盗用。有侵犯其合法权利者,必追究其法律责任。
地址: 东莞市厚街镇港口大道厚街段29号 电话:0769-85752595/85759676/85759987 传真:0769-85755756
邮箱:bp@dgbaopin.com / msnzhzhao@sina.com 备案号:粤ICP备17002540号 技术支持:海川科技




